Home > Products > CMM > Non Contact > Non Contact CMM

A non contact CMM reference sphere/ball is a part used to calibrate and ensure the accuracy of your Coordinate Measurement Machine (CMM). These articles are vital to the correct operation of your CMM.
Non contact measurement relates to light, laser or vision systems.
TN UK manufactures matt finished non-contact CMM reference spheres in both tungsten and stainless steel material. The product can achieve a surface of 0.3µm. These are used with scanning light measurement applications.
All parts can be supplied with UKAS certificating from our ISO 17025 approved Laboratory to national and international standards.
Some customers require a white matt finish. This can also be provided by TN UK with a surface finish of 0.6µm or better. Other surface finishes can be available on a range of stems that can be supplied both powder coated or with an aqua blast finish. These surfaces prevent light reflection.

All non contact CMMs provided by TN United Kingdom, Ltd (TN UK) are manufactured, assembled and can be provided with a UKAS Certification, which is all undertaken in our modern facilities in the UK.
For nearly 20 years TN UK have been manufacturing matt spheres for the metrology market. The manufacturing process is very similar to that of a standard contact reference sphere except when it comes to applying the finish.
To ensure accuracy when used with lights or/and lasers CMM spheres are supplied with a diffused surface finish.
Depending on the application, the non contact CMM sphere can be manufactured using balls made from the following materials:
TN UK invested considerable time in research and development to produce a machine that enables us to manufacture matt spheres. Below are our standard finishes.
If you have specific requirements and they are not met below, please do contact one of our team and they will be able to assist you further.
| Material | Surface Finish (RA) | Tolerance Grade |
|---|---|---|
| Alumina Oxide AL2O3 | 0.3 to 0.5 | 24 |
| Tungsten Carbide | 0.2 to 0.3 | 24 |
| Stainless steel 440c | 0.3- to 0.6 | 24 |
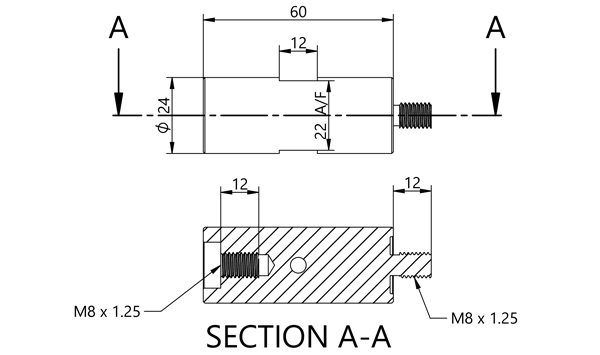
TN UK affix a pin between the ball and the stem, this is secured with either a threaded pin & adhesive or an adhesive Bond. Adhesive bonds can withstand a torque of 500Nm ensuring products that are manufactured by TN UK are robust.
Due to the application of non contact reference spheres, the stems often require matt coatings themselves. This is to ensure there is no interference between stem and light, laser or vision system. A matt black powder coating is the preferred process, but we can also offer aqua blasted finish. This process dulls the polished finish of the stainless steel stem.
All parts can be supplied with diameter and roundness results. UKAS certification from our ISO 17025 approved Laboratory to national and international standards. TN UK can also provide data results for surface finish via our Taylor Hobson Talysurf.
The advantages of using a scanner for non contact measurement allows for the data to be collected faster and give the operator a clearer picture of the entire part they wish to inspect.
Most scanning systems can be used on portable arms and are more compact than your normal bridge or table coordinate measurement machine which is used in contact measurement. The part being compact allows for the machine to be moved from workstation to workstation or allow an engineer to take the coordinate measuring machine to the customer.
Non Contact is used mainly for measurements when the results are not required to be so precise or when measuring larger mass.
Accuracy is our trademark at TN UK. We pride ourselves on our ability to measure and calibrate the products we manufacture. Housing some of the most sophisticated equipment in the world, our annually assessed UKAS lab means we guarantee the precision of the products we supply.
On top of that, we maintain regular and open communication directly with you and any relevant departments to ensure that you get exactly what you need when you need it.
We also offer a recalibrate service for your existing gauges, CMM Reference balls and Master Ball Sets. So you can rest assured that, whether we are supplying a new product or recalibrating an existing one, by meeting our strict standards, your company meets its strict standards (particularly important for other calibration assessed companies).
This is a coordinate measurement machine that can calculate the measurement without making contact. Instead, light, lasers or cameras are maneuvered to face the product and reflected light is recorded, which the attached software can interpret into measurements.
Non contact CMMs are not as high precision as contact CMMs due to the variance and diffusion of reflected light, therefore they are more suitable for products that require a less tight tolerance.
This process reduces time spent by the engineer having to measure numerous points on the item that is being inspected, giving you faster data collection. Unlike a contact CMM, which has to physically touch a product many times to collect measurements. The non contact CMM can pass over a product and record the reflected light.
This makes the process faster, particularly if the object has many angles or complex surfaces. The disadvantage is that it has a lower level of accuracy than a contact CMM.
The main difference between the two instruments is that a contact CMM will literally touch an object in many different places and react to resistance to collect the measurements. This results in extremely high precision and accuracy.
A non contact CMM, attached to a movable arm, will instead emit a light or laser at the object and then record and calculate measurements based on reflected light. Although much quicker this does carry the same level of precision as contact CMMs (although through advances, accuracy of non contact CMMs are improving all the time).
Non contact CMM spheres can be supplied in different materials which produces different matt finishes. When used in conjunction with either a laser, light or camera the matt surface reduces unwanted light reflection and increases the precision of the CMM. If you are unsure of which finish to use then our team will be happy to advise you.